
 Language
Language
Сварщик шва
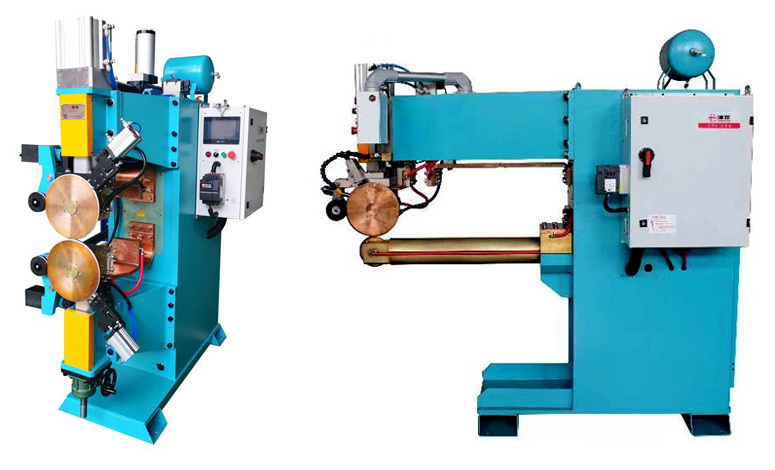
 Сварка швом работает по принципу сращивания, объединяя два металлических листа или заготовки через серию перекрывающихся точечных сварных швов.
Сварка швом работает по принципу сращивания, объединяя два металлических листа или заготовки через серию перекрывающихся точечных сварных швов.
Сварочный процесс, в котором два похожих или несходных материала соединяются на шов путем применения тепла, выделяемого от электрического сопротивления. Сварка шва-это вид сварки сопротивлением, при котором сварка производится с помощью роликовых электродов вместо наконечника электродов.
Большинств процессы заварки шва производят непрерывный или прерывистый сварной шов около края 2 перекрытых металлов путем использование 2 приводимых машиной электродов ролика. Как и в процессе сварки швов, роликовые электроды перемещаются по металлическим заготовкам, заготовки находятся под давлением и ток, проходящий через них, нагревает две заготовки металла до температуры плавления. Таким образом, этот процесс, иногда, также называют сваркой пятна шва.
Сварка шва сопротивления широко классифицируется на два типа,
Прерывистая заварка шва-в случае прерывистой заварки, сварка происходит на специфических пятнах а не как непрерывная линия. Этот тип сварки швом полезен для сварки толстых металлов, где непрерывный сварной шов невозможен.
Непрерывная сварка шва-В непрерывной сварке шва непрерывный ток протекает через электроды, а металлы, которые должны быть соединены, проходят через электроды с постоянной скоростью. Поскольку заготовки остаются под постоянным давлением, таким образом, он производит равномерный перекрывающийся сварной шов. Непрерывные швы-это длинные непрерывные сварные швы, идеально подходящие для герметичных соединений. Прерывистая или шовная сварка оставляет зазоры и обычно используется в приложениях, которые не требуют герметичного уплотнения.
Выбор часто зависит от требуемого уровня целостности проекта для соединенных материалов.
Радуется сын и возвестит пришельцам.
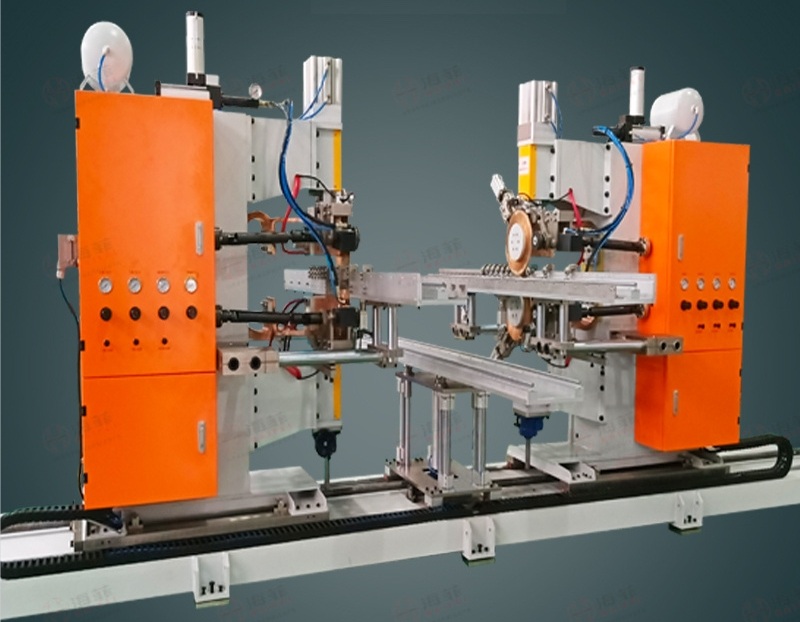 1. Сварщик шва можно автоматизировать используя робототехнические машины.
1. Сварщик шва можно автоматизировать используя робототехнические машины.
2. Нет необходимости в каких-либо флюсов и наполнителей.
3. Высокие скорости сварки, высокая степень автоматизации, что делает его идеальным для высокообъемных производственных трасс.
4. Превосходные последовательность и качество сварки должные к сварщику шва производят минимальное искажение будучи соединенным материалов.
5. Сравненный к другим методам заварки, сварщик шва производит меньше входного тепла, приводящ в меньше искажения, скоробить, и остаточного стресса в будучи соединенным материалах.
Свариваемые металлы
Утюг, сталь углерода, нержавеющая сталь, гальванизированная сталь, медь, латунь, алюминий, никель, олово, сплав, етк
Отрасли
Автомобильный, космический, архитектура и строительство, еда и упаковка напитка, Китченваре, оборудование, етк.
Производство и ремонт
Сварные изделия

Спецификация и параметры
Сварщик шва АК
|
|
Предметы \Модель |
Единица |
ФН-100H |
ФН-160H |
ФН-200 ч |
|
1 |
Номинальная мощность |
КВА |
100 |
160 |
200 |
|
2 |
Электропитание |
V/Ø/Гц |
380 В ± 10% / 3 фазы/50 Гц |
||
|
3 |
Номинальный рабочий цикл |
% |
50% |
50% |
50% |
|
4 |
Вторичное напряжение без нагрузки |
V |
5,94-7,6 |
5,94-9,04 |
9,04-10 |
|
5 |
Толщина сварки |
Мм |
1,2+1,2 |
1,8+1,8 |
2+2 |
|
6 |
Сила электрода Макс. |
КН |
7 |
8 |
10 |
|
7 |
Ход цилиндра |
Мм |
100 |
130 |
105 |
|
8 |
Расход охлаждающей воды |
Л/ч |
1200 |
1500 |
2050 |
|
9 |
Рабочая среда |
|
Температура: 1 ~ 45 ℃, влажность: 35 ~ 90% |
||
Сварщик шва ДК
|
|
Предметы \Модель |
Единица |
ФН-100ХБ |
ФН-160HB |
ФН-200ХБ |
|
1 |
Номинальная мощность |
КВА |
100 |
160 |
200 |
|
2 |
Электропитание |
V/Ø/Гц |
380 В ± 10% / 3 фазы/50 Гц |
||
|
3 |
Номинальный рабочий цикл |
% |
50% |
50% |
50% |
|
4 |
Вторичное напряжение без нагрузки |
V |
3,52-7,04 |
4,52-9,05 |
10,6-12,67 |
|
5 |
Толщина сварки |
Мм |
1,2+1,2 сталь |
1,8+1,8 сталь |
2+2 сталь |
|
6 |
Сила электрода Макс. |
КН |
10 |
10 |
10 |
|
7 |
Ход цилиндра |
Мм |
100 |
100 |
100 |
|
8 |
Расход охлаждающей воды |
Л/ч |
1440 |
1800 |
2460 |
|
9 |
Рабочая среда |
|
Температура: 1 ~ 45 ℃, влажность: 35 ~ 90% |
||
Ключевые слова:
Сварщик шва
Больше контента




Получить бесплатную цитата продукта

КО. оборудования Укси ХАИФЭИ умное, Лтд.
КО. сварочного оборудования Укси ХАИФЭИ, Лтд.
Добавить: 28 Shuiyun Road, Yuecheng, Jiangyin, провинция Цзянсу, Китай. (Почтовый индекс: 214404)
Мобильный: 86 18151507807
Электронная почта: info@jshaifei.com